Yalıtılmış pim kovan ucu veya NShVI, elektrolitik özelliklere sahip özel bakırdan ve plastik bir halkadan yapılmış bir kovan şeklinde yapılır. Kablo uçlarında standart bağlantılar oluşturmak için kullanılırlar. Bu şekilde elde edilen terminaller, yüksek kaliteli ve dayanıklı teması garanti eder, vidalı bağlantı elemanları kullanıldığında kabloların deformasyonunu ve hasar görmesini önler.

35 mm²'ye kadar kesitli çok telli bakır teller için kullanılırlar. Akım iletkenlik indeksini iyileştirmek için manşonlar galvanizlenmiştir. Bu tür ürünlerin kullanımı, elektrik bağlantılarını oluştururken ve bakımını yaparken zamandan ve emekten tasarruf sağlayacaktır.

Amaç
Kovan pabuçları, çok telli kontakları tek bir güçlü çekirdekte birleştirmenizi sağlar. Aksi takdirde, çok sayıda çekirdeğe sahip bir tel güvenli bir şekilde çalışmayacaktır. Tel sıkışacak, kopacak, telin nominal kesitini azaltacak ve akım iletkenliğini kötüleştirecektir.Böyle bir demet terminale kenetlenir bağlanmaz, teller konektör boyunca parçalanarak bağlantının bant genişliğini kaybeder.
NShVI'nın ortaya çıkmasından önce, böyle bir sorun uçları kalaylanarak çözüldü. Bu, tüm çekirdekleri tek bir katı demet halinde birleştirmeyi mümkün kıldı. Ancak bu yöntem çok zaman ve çaba gerektirdi.
NShVI kullanımı, kabloyu kıvırırken yüksek kaliteli bir bağlantı sağlayacaktır. Sıkıştırılabilir manşon ucu, yükü tüm çekirdek üzerine eşit olarak dağıtır. Karşılık gelen bir renk işaretine sahip çeşitli çaplarda bakır manşonlar vardır. Özel bir aletiniz varsa, sıkma işlemi zorluklara neden olmaz.
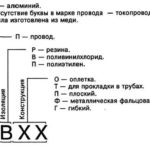
İşaretleme
Tasarım ve alaşımlarda farklılık gösteren birçok farklı NSHVI vardır. Etiketleme, optimal ürünün seçiminde yardımcı olmak için tasarlanmıştır.
NShVI kısaltması, bunun bir pim kovanı yalıtımlı uç olduğu anlamına gelir. Kullanım kolaylığı için bakır burçlar üzerindeki plastik flanşlar çeşitli renklerde yapılmıştır. Her rengin kendi burç çapı vardır.
İşarette belirtilen sayılar, manşonun gerekli bölümünü ve uzunluğunu gösterir. İki bakır iletkeni bağlamak mümkün ise (2) sayısı konur.
Bu nedenle NShVI (2) 1.5x8 işaretlemesi, kovanın 1,5 mm² kesitli iki kablo için kalaylı bakır borudan yapıldığı anlamına gelir. Temas parçasının uzunluğu 8 mm'dir.
NShVI pininin ucu nasıl çalışır?
NSHVI iki unsurdan oluşur:
- Kalay kaplı, elektrolitik bakır alaşımından yapılmış iletken boru.
- Yalıtım poliamid flanş.
Bu tür ürünler için özel bir bakır alaşımı kullanılır.Bu, vidalı sabitleme kullanılarak sabitleme yerlerinde iletkene zarar verme olasılığını ortadan kaldırır. NSHVI, 150 mm²'ye kadar bir kesit ile yapılır. Kullanılan malzeme galvanik kalaylamaya tabi tutulur. Tüpün uçlarından biri, telin yerleştirilmesini kolaylaştırmak için genişletilir.
NSHVI seçimi özel tablolara göre yapılır. Ayrıca manşetin rengini ve kıvırma için gerekli aleti de gösterirler.
Bir ve iki kontağı sıkmak için burçlar mevcuttur. İkili tasarımı kullanarak, 2 telli kablo bir demet halinde kıvrılabilir. İki kabloyu bir sokete getirmek gerektiğinde kullanılırlar.
Görsel fark, plastik flanşın iki tel için daha geniş olmasıdır.
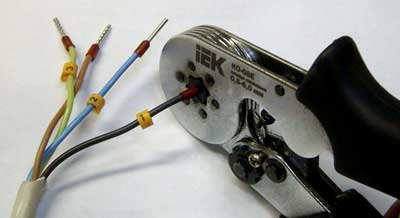
NShVI manşon pabuçları nasıl kıvrılır
Kıvrımlı uç çıkarılabilir bir bağlantı değildir. Başarısız kıvırma durumunda veya ucun değiştirilmesi gerektiğinde kesilir. Manşonu sıkıştırmak için özel pres maşaları kullanılır. Kit, burçların farklı bölümleri için nozullar içerir.
Modelleri bir veya daha fazla işlevi yerine getirebilen uç manşonları sıkmak için pres penselerinin çeşitli modifikasyonları vardır. İnşaat türüne göre, bunlar aşağıdaki gibi ayrılır:
- Üniversal pres penseleri en yaygın ve kullanımı kolay olanlardır. Tellerden ve kıvrımlı manşonlardan yalıtımı çıkarmak için kullanılırlar. Bu tür penseler, NShVI'yı sıkıştırmaya ek olarak, diğer tip uçlarla çalışmak için de kullanılabilir.
- Basınç kontrol cihazı ile pres pensesi. Bu pense, tellerin sıkıştırma derecesini düzenleyen ve manşonun zarar görmesini önleyen özel bir cihazla donatılmıştır.
- Mafsallı mekanizmalı pres maşası.Bu tasarım, manuel sıkma işlemini kolaylaştırmak için sıkıştırma kuvvetini artırmanıza olanak tanır.
- Cırcır pense. Bu tür penselerin tasarım özelliği, aletin istem dışı açılmasının ve manşonun hasar görmemesidir.
Basmadan önce, bir dizi hazırlık önlemi almak gerekir:
- Tüpün ne kadar uzun süre gerekli olduğunu belirledikten sonra, tel yüzeyinden yalıtım kesilir. Soyulmuş kablonun uzunluğu, manşonun uzunluğuna uygun olmalıdır. Bunu yapmak için evrensel pres maşası, keskin bir bıçak veya özel bir cihaz - bir striptizci kullanın.
- Kolun iç kısmında bir parlama vardır. Bu, teli yerleştirme işlemini kolaylaştırır. Ancak tek tek tellerin bükülmesini önlemek için çekirdek önceden biraz bükülür.
- Burç çapı kablo kesitine göre seçilir. Büküm serbestçe girmeli, ancak takılmamalıdır.
- Pres pensesi hazırlarken kalıplara uygulanan renk işaretlemesine dikkat etmelisiniz. Uçlardaki renklerle eşleşir. Üreticiler, kurulum sürecini kolaylaştırmak için kalıplar ve burçlar arasındaki çapların renk tanımlarını eşleştirmeye çalışır.
Ucu kıvırırken, kablo küçük bir kenar boşluğu ile alınmalıdır. Herhangi bir nedenle kıvırma işe yaramazsa, uç kesilir ve prosedür tekrarlanır.
Yüksek kaliteli sıkma için koşullar vardır:
- Telin soyulmuş ucu, yüksüğün plastik yalıtım bileziğinin üzerindeki manşondan dışarı çıkmamalıdır. Uç, manşonun kenarı ile aynı hizada olmalıdır.
- Manşon ve matristeki renklerin uyumlu olduğundan emin olduktan sonra maşanın kolları cırcır harekete geçene kadar sıkılır. Aleti bloke ederek açılmasını engellemelidir.Kontrolden sonra mandal serbest bırakılır.
- Cırcırsız pense kullanırken, sıkıştırma derecesi tellerin hafif bir hareketi ile kontrol edilir. Çekirdekler sıkıca kıvrılmalı ve hareket etmemelidir.
- Prosedürü tamamladıktan sonra, temasın güvenilir olduğundan emin olmak için teli tutarken ucu çekmeniz önerilir.
Çift devre sıkmalı cihazlar var. Sadece bakır manşonu değil, aynı zamanda plastik yalıtkanı da sıkmaları bakımından farklılık gösterirler. Bu tür akarların matrisi, farklı çaplarda iki yuvadan oluşur. Sıkma işleminden önce çapların eşleştiğinden ve flanşlı manşonun yerinde olduğundan emin olun.

Çift yalıtımlı yüksük kıvrımının bazı farklılıkları vardır. Böyle bir bağlantı, birkaç kablonun bir terminale kenetlenmesi gerektiğinde kullanılır. Bu durumda, tek uçların kullanılması bağlantıda zorluklar yaratır. Bu yüzden çift uç kullanılır.
İşlem, önceden hazırlanmış birkaç telin geniş flanşa yerleştirilmesi ve bir kıvırıcı ile kıvrılmasından oluşur. Bu cihaz, tek yüksüklerin sıkılması için de uygundur.
Crimper - uç manşonları sıkmak için modeller kendinden ayarlıdır ve farklı boyutlarda değiştirilebilir kalıplara sahiptir. Kendinden ayarlı cihaz, manşonu sıkıştıran dört hareketli kam ile donatılmıştır. Bu tasarım sayesinde yedek nozul gerekmez. Uygun burçların çapı, aletin kendisinde belirtilmiştir.

Birkaç kabloyu birbirine kıvırmak gerekirse, ancak çift manşon yoksa, iki kablonun içeri girmesi için büyük kesitli pabuçlar kullanın.
Manşon pabuçlarının ve tel bölümünün boyutlarının uygunluğu üretici tarafından sağlanmaktadır.Sıkı bir şekilde gözlemlenmeleri gerekir. Bu, kablonun hasar görmesini önleyecek, yeniden kıvırma ihtiyacını ortadan kaldıracak ve tüm hizmet ömrü boyunca düzgün çalışmasını sağlayacaktır. Özel bir araç, yapılan işin güvenilirliğini sağlayacak, kurulum sürecini kolaylaştıracaktır.
Benzer makaleler: